
Patryk Kot
Projektant, Konstruktor, Właściciel r3Dcat


-

Czy mogę wydrukować każdy kształt?
admin 14/11/2023 Czy mogę wydrukować każdy kształt? Patryk KotProjektant, Konstruktor, Właściciel r3Dcat Druk 3D to fascynująca technologia, która umożliwia tworzenie trójwymiarowych obiektów z różnych materiałów..
-

Czym rożni się projektowanie pod druk 3D od projektowania pod obróbkę CNC?
admin 20/11/2023 Czym rożni się projektowanie pod druk 3D od projektowania pod obróbkę CNC? Patryk KotProjektant, Konstruktor, Właściciel r3Dcat Modelowanie dla druku 3D i modelowanie.
-

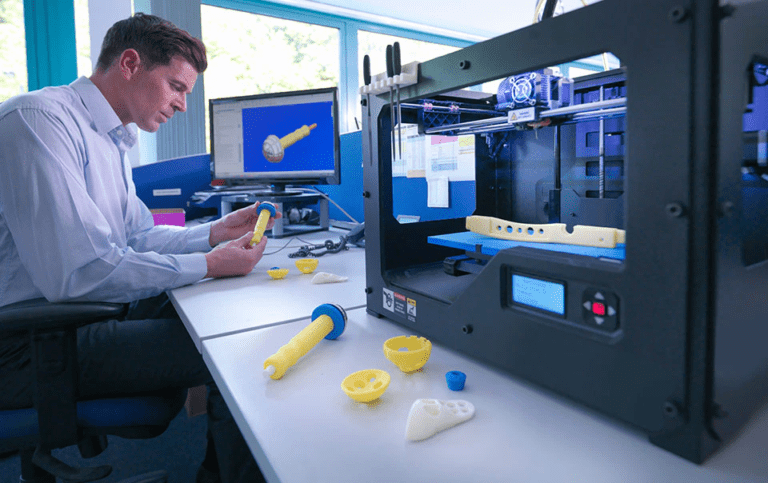
Technologia MJF druku 3D
admin 14/11/2023 Technologia MJF druku 3D Patryk KotProjektant, Konstruktor, Właściciel r3Dcat Dowiesz się czym jest technologia MJF, czym się charakteryzuje, do jakich zastosowań jest wykorzystywana,.


Jak ograniczyć powstawanie braków i zwiększyć samokontrolę?
Kliknij w powyższy tytuł, żeby przeczytać więcej